
雷射系統的選擇
目前產業應用金屬材質的雷射焊接(Laser welding),多選用雷射波長約為1064nm的光纖雷射與YAG雷射,主要因為金屬對於該雷射波長吸收率極佳,加工程度優越。針對光纖雷射與YAG雷射之差異說明簡述如下:
YAG雷射:是一種發展已久的雷射類型,以固體材料做工作物質,採用光學激發的方法,就是利用普通的光來激發雷射的工作物質產生雷射光,普通的光照射到工作物質,引起工作物質內部的粒子數反轉而振盪產生雷射。以YAG雷射來說,有分為脈衝光及連續光兩種,就組件的結構而言,都大同小異,脈衝光屬於較常使用之種類。YAG雷射的組件結構一般由光泵、工作物質、共振腔、聚光腔、水冷系統及電源…等部件組成。其中光泵就是我們比較常聽到的雷射燈管,例如:氙燈、氪弧燈、鹵鎢燈…等,其中以脈衝氙燈的效果較好,也最常被使用。
YAG雷射的絕對優勢,就是購置成本較低,但是隨著光纖雷射蓬勃的發展,慢慢也不再具有優勢,YAG雷射耗電較大,需定期燈換燈管等耗材,也逐漸被光纖雷射所取代。
光纖雷射:是由共振腔與增益介質所組成,因為雷射的增益介質是以光纖形式呈現,所以被稱為光纖雷射。光纖雷射有幾項特別的優點:
軟光路:有別於YAG、CO2等雷射,不需要鏡片折射之硬光路,調教光路容易,雷射源出端使用一條光纖纜線就可以拉到雷射加工頭,光路便捷,搭載於自動化機械手臂非常適合。另外一提,目前市場上,有使用YAG雷射源,拉載光纖做為雷射光束的傳送線,可免去使用許多反射鏡及鏡片的複雜光學裝置。雷射源的體積大幅縮小,不僅可減少許多設備硬體擺放空間,還可以便於攜帶。
光纖散熱面積大,很適合做大功率的雷射源使用。
雷射光於光纖內傳輸,受外界干擾之影響程度低,出光穩定。
光纖雷射幾乎無耗材,雷射源本身使用壽命長,雖然初期投置成本相較YAG雷射高,但節省了相當多的維護成本。
雷射焊接的加值應用
隨著工業4.0及智慧機械的蓬勃發展,將智慧生產系統、人機協同的方式,稱為智慧自動化,而雷射加工的相關應用,在智慧自動化系統中,更是充分展現出迷人的優點。在2018年3月份的上海光博展以及9月份的上海工業博覽會中,各大廠展出相當多雷射焊接系統。
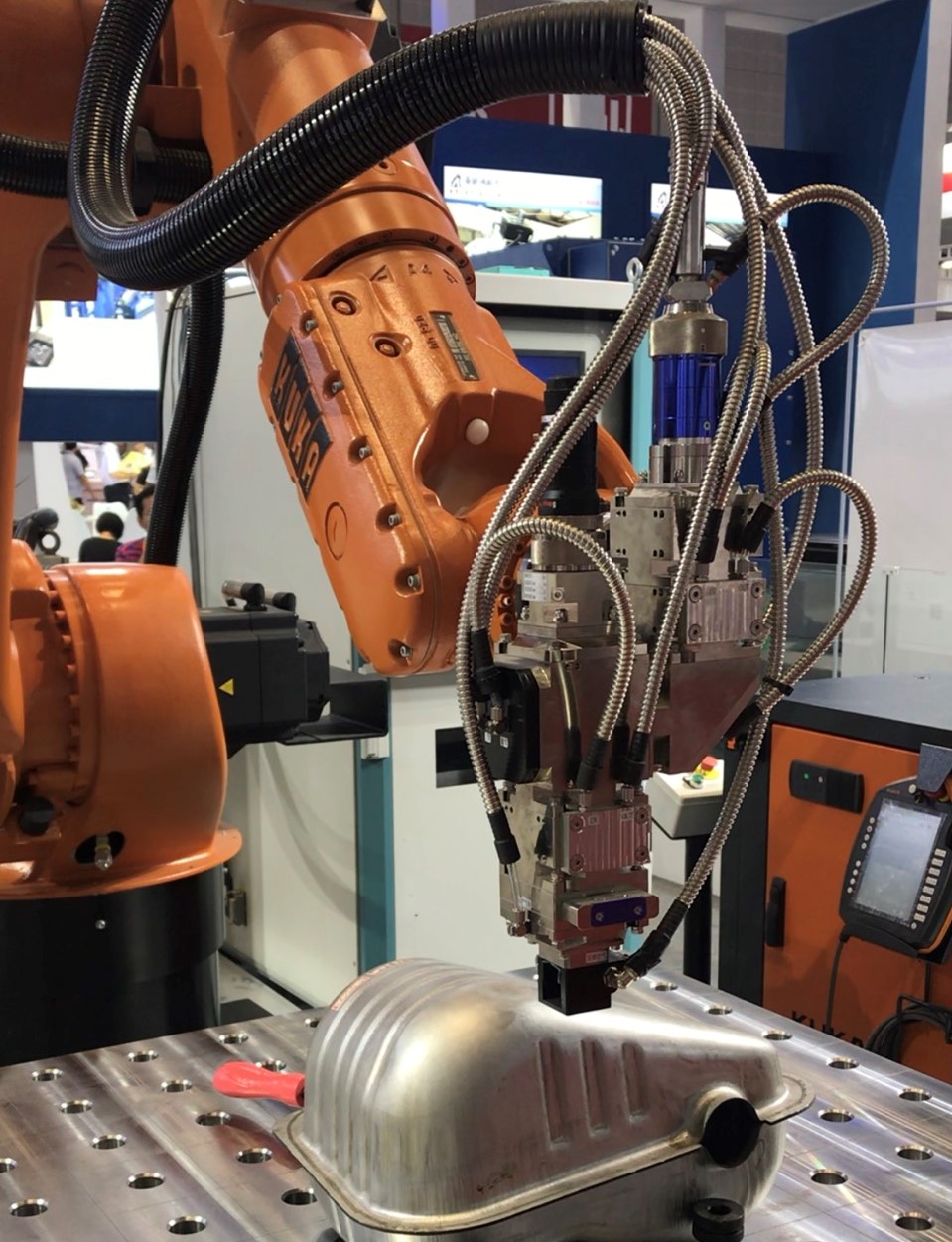
圖一 2018年上海工業博覽會KUKA雷射焊接機器人
1. 雷射焊接機器人
機械手臂的分類,主要有標準六關節、標準五關節、碼垛四關節、擺臂四關節、SCARA…等種類可選擇,在自動化的產線上,最常應用的是六個自由度的機械手臂,靈活可靠,可任意空間焊接,不局限於平面焊接,解決高難度空間焊接,圖二為使用機械手臂搭配雷射振鏡焊接、視覺定位。通常使用手持控制器即可對機械手臂焊接系統進行操作,即使處於限制較多的場所,規劃分時多工位設備同時工作,輪流上下料,皆能實現高效率的生產工作,如圖三所示。
機械手臂除了用於雷射焊接系統外,用於切板、切管、清潔、打標,皆可完成雷射加工連續化生產的多元應用。

圖二 聯達智能公司之雷射振鏡視覺定位焊接機器人
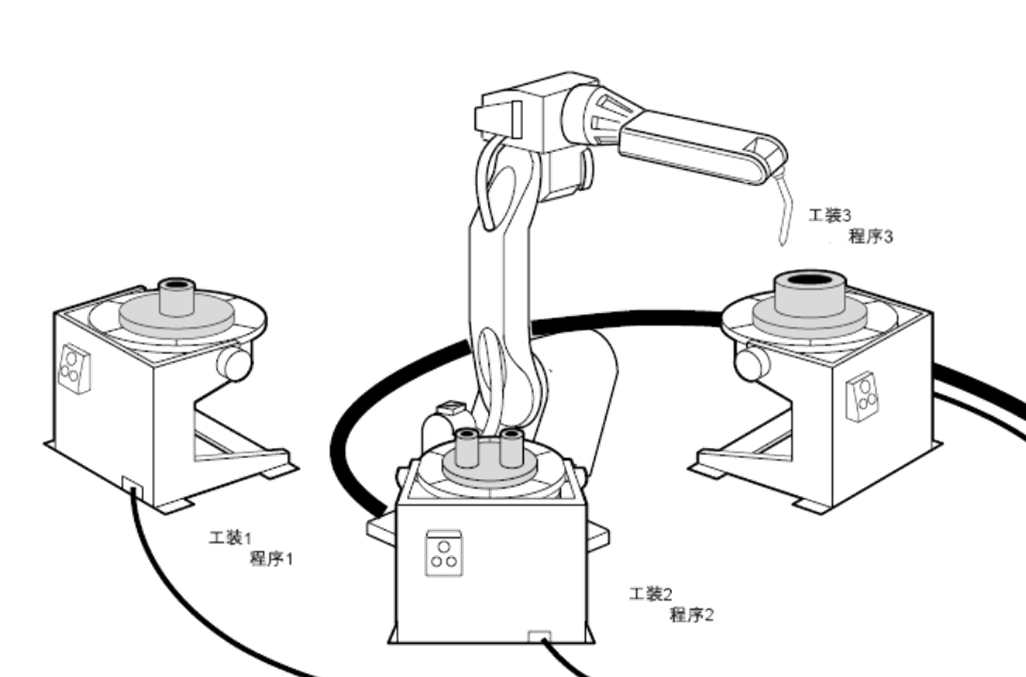
圖三 多工位預約焊接系統
2.四軸聯動光纖雷射焊接機
四軸聯動的四軸是指X、Y、Z三維平台,再加上一台W旋轉軸,由於通常使用伺服驅動,所以焊接定位重複精度高,適合用於精密加工之設備選擇。在四軸聯動設備中,一般焦距的設定,會搭配即時監控的攝像焦距,CCD畫面清晰時,即是焊接的焦距。以中高功率高能的光纖雷射焊接,能全方位達到厚板、薄板、異材焊接,輕易完成點焊、對接焊、疊焊、縫焊、密封焊…等雷射焊接工藝。

圖四 正鉑公司開發之四軸聯動2KW光纖雷射焊接機
3. 焊道追蹤
進行焊接操作,使用機械手臂或平台式焊接,通常是利用路徑教導或編程的方式,而這些方法須依賴操作者的技術手法,若為能確保焊接品質,避免焊道偏離焊縫,造成不良的焊接效果,通常會搭配焊縫追蹤,一般是利用視覺感測、影像處理或結合雷射掃描的方式,達到焊接精確化、自動化的境界。
4. 攪拌型的焊接工藝
部分材料在焊接過程中,容易產生變形、裂縫及氣孔,其中又以氣孔是最難解決的議題,形成氣孔的原因有很多,包含了部分金屬合金在有氫環境融化所產生的氫氣孔,也有焊接保護氣體在材料融化蒸發過程中,被包覆捲進材料中形成氣孔。使用攪拌型(Wobble)焊接技術,透過雙鍥型直寫式焊接頭,或是高功率振鏡焊接頭,讓焊接光束產生迴旋路徑,這樣的方式,對於熔融的材料產生攪拌,利於減少氣孔的產生,並針對焊縫較大的工件,達到高品質的焊接工藝。

圖五 攪拌型焊接光斑的差異示意