In every industry, products are being designed, redesigned, or reevaluated to achieve better materials or functionalities. The final product consists of many components that need to be joined in some way. One such joining method is laser welding.
Laser welding uses a high-intensity beam to create a molten weld pool that fuses materials together. It is a non-contact process, with lower heat input, faster processing speed, and can produce deeper welds in a single pass compared to other fusion methods.
To fully leverage these advantages and ensure a high-quality, repeatable process, manufacturers must consider the differences compared to other fusion welding processes and properly design joints and fixtures. A wise implementation begins with understanding the fundamentals of laser welding.
The laser beam is focused on a small spot on the workpiece. The laser is emitted from the medium and forms a waist-shaped spot through collimation and focusing. The focal diameter is determined by the formula:
Fiber diameter × Focal length ÷ Collimation length = Focal diameter
Within 86% of the focal region is the depth of focus. Welding effects change when outside this region. The depth of focus relates to the ratio of collimation length and focal length. Larger fiber diameter offers greater depth of focus but reduces power density, resulting in lower penetration.
Laser welding is divided into two types: conduction welding and keyhole welding.
Conduction Welding: Energy is transferred to the workpiece through heat conduction. Welding depth is typically 0.1 to 1 mm, with width greater than depth. Suitable for thin-walled parts and shell welding.
Keyhole Welding: (see Figure 1) Requires high power density (~1 MW/cm²). The laser beam vaporizes the metal to form gas, generating pressure that pushes molten metal aside, creating a deep and narrow "keyhole" for deep penetration welding.

Figure 1: Illustration of Keyhole Welding
Keyhole welding features deep penetration, small heat-affected zone, minimal distortion, and high efficiency. Plasma also absorbs energy to further heat the material.
Laser welding offers:
However, it requires high investment cost and precise fixture design.
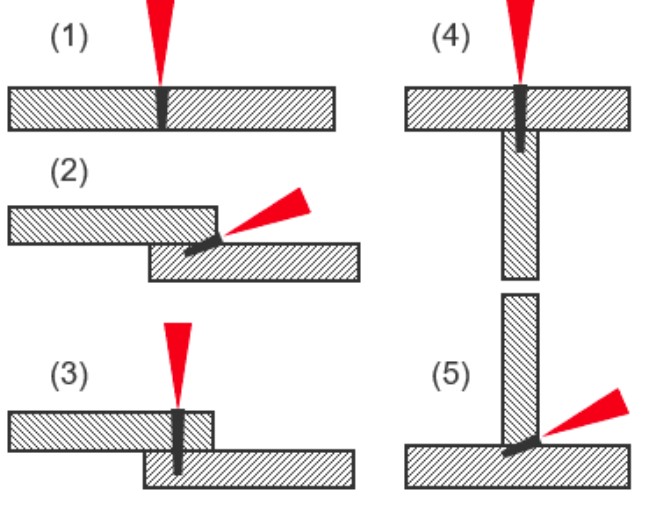
Butt Joint Welding: Requires high positioning accuracy and fixture design. Welding strength comes from penetration and can reduce material usage, suitable for Class A surface finish. The allowable gap should be less than 10% of the material thickness.
Lap Joint Welding: Allows greater positioning tolerance. Welding strength comes from the fusion zone between the upper and lower layers, requiring higher heat input and energy.
If the laser beam penetrates from the upper to the lower material, a larger spot or oscillation reinforcement is needed, increasing the heat-affected zone, suitable for applications where weld distortion is less critical.
For low heat input and minimal distortion, a partial penetration strategy can be used to control weld depth and ensure Class A surface.
Butt Joint Advantages: Precision, high strength, material saving, minimal distortion.
Lap Joint Advantages: Allows tolerance, simple fixture design, high adaptability.
Laser welding can access tight spaces and create very small spatter welds; using shielding gas improves results. Common fixture designs include rigid clamps and pneumatic pressure clamps.
Galvanometer systems allow rapid focusing for welding and simplify robotic arm paths.
High-demand welding can use dedicated single-piece fixtures to improve stability and clamping uniformity.
When designing laser welding, choosing the appropriate spot size and joint type is essential. Butt joints offer low heat input and high strength, while lap joints provide process flexibility and low positioning requirements.
With good design, laser welding can improve manufacturing efficiency and quality while reducing subsequent processing costs.
Recommended Reading:
Increase Production Efficiency! An Analysis of Laser Welding Machine Advantages